



La tecnología de corte con hilo diamantado, también conocida como tecnología de corte abrasivo consolidado, utiliza abrasivo de diamante consolidado sobre la superficie de un alambre de acero mediante galvanoplastia o adhesión con resina. El hilo diamantado actúa directamente sobre la superficie de una varilla o lingote de silicio para producir el rectificado y lograr el corte. El corte con hilo diamantado se caracteriza por su alta velocidad de corte, gran precisión y baja pérdida de material.
Actualmente, el mercado de obleas de silicio monocristalino cortadas con hilo de diamante está plenamente consolidado, pero durante su comercialización se han presentado problemas, entre los que destaca el efecto de "blanco terciopelo". Por ello, este artículo se centra en cómo prevenir este problema en las obleas de silicio monocristalino cortadas con hilo de diamante.
El proceso de limpieza de obleas de silicio monocristalino cortadas con hilo diamantado consiste en separar la oblea de silicio cortada por la máquina herramienta de corte de hilo de la placa de resina, retirar la tira de goma y limpiar la oblea de silicio. El equipo de limpieza se compone principalmente de una máquina de pre-limpieza (máquina de desgomado) y una máquina de limpieza. El proceso principal de limpieza de la máquina de pre-limpieza es: alimentación-rociado-rociado-limpieza ultrasónica-desgomado-enjuague con agua limpia-alimentación inferior. El proceso principal de limpieza de la máquina de limpieza es: alimentación-enjuague con agua pura-enjuague con agua pura-lavado alcalino-lavado alcalino-enjuague con agua pura-enjuague con agua pura-predeshidratación (elevación lenta)-secado-alimentación.
El principio de la fabricación de terciopelo monocristalino
La oblea de silicio monocristalino se caracteriza por la corrosión anisotrópica. El principio de reacción se describe mediante la siguiente ecuación química:
Si + 2NaOH + H2O = Na2SiO3 + 2H2 ↑
En esencia, el proceso de formación de la gamuza es el siguiente: una solución de NaOH con diferente velocidad de corrosión en diferentes superficies cristalinas, donde la velocidad de corrosión de la superficie (100) es mayor que la de la superficie (111). Por lo tanto, la superficie (100) de la oblea de silicio monocristalino, tras una corrosión anisotrópica, forma finalmente un cono de cuatro caras en la superficie (111), denominado estructura de "pirámide" (como se muestra en la figura 1). Una vez formada la estructura, cuando la luz incide sobre la pendiente de la pirámide en un ángulo determinado, se refleja en la pendiente en otro ángulo, generando una absorción secundaria o adicional, lo que reduce la reflectividad en la superficie de la oblea de silicio. Esto se conoce como efecto de atrapamiento de luz (véase la figura 2). Cuanto mayor sea el tamaño y la uniformidad de la estructura de "pirámide", más evidente será el efecto de atrapamiento y menor la emisión superficial de la oblea de silicio.
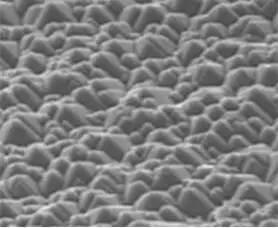
Figura 1: Micromorfología de la oblea de silicio monocristalino después de la producción alcalina.
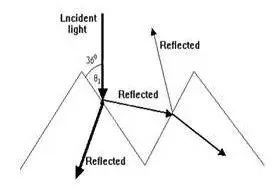
Figura 2: Principio de atrapamiento de luz de la estructura “piramidal”.
Análisis del blanqueamiento de cristales individuales
Mediante microscopía electrónica de barrido en la oblea de silicio blanca, se encontró que la microestructura piramidal de la oblea blanca en el área prácticamente no estaba formada, y la superficie parecía tener una capa de residuo "ceroso", mientras que la estructura piramidal del aterciopelado en el área blanca de la misma oblea de silicio estaba mejor formada (ver Figura 3). Si hay residuos en la superficie de la oblea de silicio monocristalino, la superficie tendrá un área residual con un tamaño y una uniformidad de generación de la estructura "piramidal" y el efecto del área normal será insuficiente, lo que resulta en una reflectividad de la superficie aterciopelada residual mayor que el área normal, el área con alta reflectividad en comparación con el área normal en la visión reflejada como blanca. Como puede verse en la forma de distribución del área blanca, no es regular o de forma regular en un área grande, sino solo en áreas localizadas. Probablemente, los contaminantes locales en la superficie de la oblea de silicio no se han limpiado, o la situación de la superficie de la oblea de silicio es causada por contaminación secundaria.
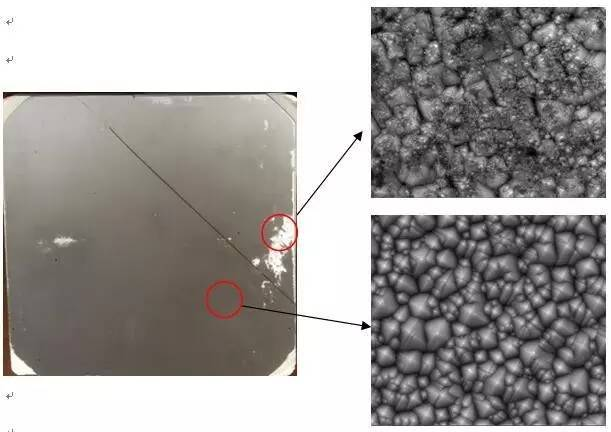
Figura 3: Comparación de las diferencias de microestructura regional en obleas de silicio blanco aterciopelado.
La superficie de la oblea de silicio cortada con hilo diamantado es más lisa y presenta menos daños (como se muestra en la Figura 4). En comparación con la oblea de silicio tratada con mortero, la velocidad de reacción entre el álcali y la superficie de la oblea de silicio cortada con hilo diamantado es menor que la de la oblea de silicio monocristalino tratada con mortero, por lo que la influencia de los residuos superficiales en el efecto aterciopelado es más evidente.
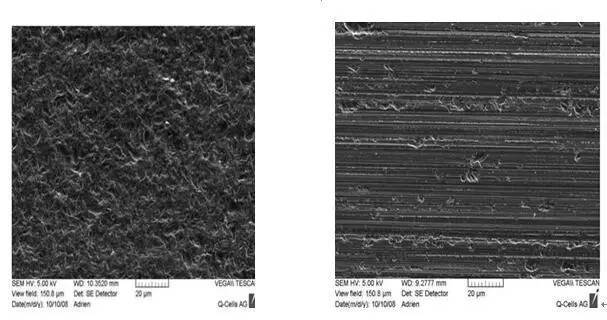
Figura 4: (A) Micrografía de la superficie de una oblea de silicio cortada con mortero (B) Micrografía de la superficie de una oblea de silicio cortada con hilo de diamante
La principal fuente residual de la superficie de la oblea de silicio cortada con hilo de diamante
(1) Refrigerante: los componentes principales del refrigerante para el corte con hilo diamantado son tensioactivo, dispersante, antiespumante, agua y otros componentes. El líquido de corte con excelente rendimiento tiene buena suspensión, dispersión y fácil limpieza. Los tensioactivos suelen tener mejores propiedades hidrófilas, lo que facilita su limpieza durante el proceso de limpieza de la oblea de silicio. La agitación y circulación continua de estos aditivos en el agua produce una gran cantidad de espuma, lo que reduce el flujo del refrigerante, afecta el rendimiento de la refrigeración y puede provocar problemas graves de espuma e incluso desbordamiento, lo que afecta seriamente su uso. Por lo tanto, el refrigerante se suele utilizar con un agente antiespumante. Para garantizar el rendimiento antiespumante, la silicona y el poliéter tradicionales suelen tener baja hidrófila. El disolvente en el agua se adsorbe fácilmente y permanece en la superficie de la oblea de silicio durante la limpieza posterior, lo que provoca el problema de las manchas blancas. Y no es compatible con los componentes principales del refrigerante, por lo tanto, debe hacerse en dos componentes, los componentes principales y los agentes antiespumantes se agregaron al agua, en el proceso de uso según la situación de la espuma, no se puede controlar cuantitativamente el uso y la dosis de los agentes antiespumantes, puede permitir fácilmente una sobredosis de agentes antiespumantes, lo que lleva a un aumento en los residuos de la superficie de la oblea de silicio, también es más inconveniente de operar, sin embargo, debido al bajo precio de las materias primas y las materias primas de los agentes antiespumantes, por lo tanto, la mayoría de los refrigerantes nacionales todos utilizan este sistema de fórmula; otro refrigerante utiliza un nuevo agente antiespumante, puede ser bien compatible con los componentes principales, sin adiciones, puede controlar de manera efectiva y cuantitativa su cantidad, puede prevenir de manera efectiva el uso excesivo, el ejercicio también es muy conveniente de hacer, con el proceso de limpieza adecuado, sus residuos pueden controlarse a niveles muy bajos, en Japón y algunos fabricantes nacionales adoptan este sistema de fórmula, sin embargo, debido a su alto costo de materia prima, su ventaja de precio no es obvia.
(2) Versión de pegamento y resina: en la etapa posterior del proceso de corte con hilo diamantado, la oblea de silicio cerca del extremo de entrada se ha cortado previamente, la oblea de silicio en el extremo de salida aún no se ha cortado, el hilo diamantado de corte temprano ha comenzado a cortar la capa de caucho y la placa de resina, dado que el pegamento de la varilla de silicio y la placa de resina son ambos productos de resina epoxi, su punto de reblandecimiento está básicamente entre 55 y 95 ℃, si el punto de reblandecimiento de la capa de caucho o la placa de resina es bajo, puede calentarse fácilmente durante el proceso de corte y hacer que se vuelva blando y se derrita, adhiriéndose al alambre de acero y a la superficie de la oblea de silicio, lo que provoca que la capacidad de corte de la línea de diamante disminuya, o las obleas de silicio se reciben y se manchan con resina, una vez adherida, es muy difícil de lavar, dicha contaminación ocurre principalmente cerca del borde de la oblea de silicio.
(3) Polvo de silicio: durante el proceso de corte con hilo diamantado se genera una gran cantidad de polvo de silicio. A medida que avanza el corte, el contenido de polvo en el refrigerante aumenta progresivamente. Cuando el polvo alcanza un tamaño suficiente, se adhiere a la superficie de silicio. El tamaño cada vez mayor del polvo de silicio durante el corte con hilo diamantado facilita su adsorción en la superficie de silicio, lo que dificulta su limpieza. Por lo tanto, es fundamental mantener la calidad del refrigerante y reducir su contenido de polvo.
(4) Agente de limpieza: el uso actual de los fabricantes de corte de hilo diamantado utiliza principalmente el corte de mortero al mismo tiempo, utilizando principalmente el prelavado del corte de mortero, el proceso de limpieza y el agente de limpieza, etc., la tecnología de corte de hilo diamantado individual desde el mecanismo de corte, forma un conjunto completo de línea, el refrigerante y el corte de mortero tienen grandes diferencias, por lo que el proceso de limpieza correspondiente, la dosis del agente de limpieza, la fórmula, etc., deben ajustarse para el corte de hilo diamantado. El agente de limpieza es un aspecto importante, la fórmula original del agente de limpieza surfactante, la alcalinidad no es adecuada para limpiar la oblea de silicio cortada con hilo diamantado, debe ser para la superficie de la oblea de silicio del hilo diamantado, la composición y los residuos superficiales del agente de limpieza objetivo, y tomar con el proceso de limpieza. Como se mencionó anteriormente, la composición del agente antiespumante no es necesaria en el corte de mortero.
(5) Agua: el agua de desbordamiento del corte con hilo de diamante, el prelavado y la limpieza contiene impurezas que pueden adsorberse en la superficie de la oblea de silicio.
Reducir el problema de hacer que el cabello aterciopelado parezca blanco. Sugerencias
(1) Utilizar el refrigerante con buena dispersión, y se requiere que el refrigerante utilice un agente antiespumante de bajo residuo para reducir el residuo de los componentes del refrigerante en la superficie de la oblea de silicio;
(2) Utilice una placa de pegamento y resina adecuada para reducir la contaminación de la oblea de silicio;
(3) El refrigerante se diluye con agua pura para asegurar que no haya impurezas residuales fáciles de eliminar en el agua usada;
(4) Para la superficie de la oblea de silicio cortada con hilo de diamante, utilice un agente de limpieza más adecuado en cuanto a actividad y efecto de limpieza;
(5) Utilice el sistema de recuperación en línea de refrigerante de la línea de diamante para reducir el contenido de polvo de silicio en el proceso de corte, de manera que se controle eficazmente el residuo de polvo de silicio en la superficie de la oblea de silicio. Al mismo tiempo, también puede aumentar la mejora de la temperatura, el flujo y el tiempo del agua en el prelavado, para asegurar que el polvo de silicio se lave a tiempo.
(6) Una vez que la oblea de silicio se coloca en la mesa de limpieza, debe tratarse inmediatamente y mantenerse húmeda durante todo el proceso de limpieza.
(7) La oblea de silicio mantiene la superficie húmeda durante el proceso de desgomado y no puede secarse naturalmente. (8) En el proceso de limpieza de la oblea de silicio, se puede reducir al máximo el tiempo de exposición al aire para evitar la formación de flores en la superficie de la oblea de silicio.
(9) El personal de limpieza no deberá tocar directamente la superficie de la oblea de silicio durante todo el proceso de limpieza y deberá usar guantes de goma para no dejar huellas dactilares.
(10) En la referencia [2], el extremo de la batería utiliza un proceso de limpieza con peróxido de hidrógeno H2O2 + álcali NaOH según una proporción de volumen de 1:26 (solución de NaOH al 3%), que puede reducir eficazmente la aparición del problema. Su principio es similar a la solución de limpieza SC1 (comúnmente conocida como líquido 1) de una oblea de silicio semiconductora. Su mecanismo principal: la película de oxidación en la superficie de la oblea de silicio se forma por la oxidación del H2O2, que es corroída por el NaOH, y la oxidación y corrosión ocurren repetidamente. Por lo tanto, las partículas adheridas al polvo de silicio, resina, metal, etc.) también caen en el líquido de limpieza con la capa de corrosión; debido a la oxidación del H2O2, la materia orgánica en la superficie de la oblea se descompone en CO2, H2O y se elimina. Este proceso de limpieza ha sido utilizado por fabricantes de obleas de silicio para procesar la limpieza de obleas de silicio monocristalino cortadas con hilo de diamante, obleas de silicio en la India y Taiwán y otros fabricantes de baterías que utilizan lotes de quejas por el problema del blanco terciopelo. Algunos fabricantes de baterías también utilizan un proceso de pre-limpieza similar, que controla eficazmente la aparición de residuos blancos. Se observa que este proceso de limpieza se incorpora al proceso de limpieza de las obleas de silicio para eliminar los residuos y solucionar así el problema de los residuos blancos en el extremo de la batería.
conclusión
Actualmente, el corte con hilo diamantado se ha convertido en la principal tecnología de procesamiento en el campo del corte de monocristales, pero el problema de la aparición de manchas blancas en el corte con hilo diamantado ha preocupado a los fabricantes de obleas de silicio y baterías, lo que ha generado cierta resistencia por parte de estos últimos. Mediante un análisis comparativo de las áreas blancas, se observa que su origen principal se debe a los residuos en la superficie de la oblea de silicio. Para prevenir mejor este problema en las celdas, este artículo analiza las posibles fuentes de contaminación superficial de la oblea de silicio, así como las sugerencias y medidas de mejora en la producción. Según el número, la región y la forma de las manchas blancas, se pueden analizar y mejorar las causas. Se recomienda especialmente el uso de un proceso de limpieza con peróxido de hidrógeno y álcali. La experiencia exitosa ha demostrado que este proceso puede prevenir eficazmente la aparición de manchas blancas en el corte con hilo diamantado de obleas de silicio, y sirve de referencia para los profesionales y fabricantes del sector.
Fecha de publicación: 30 de mayo de 2024